
| 客服一: 客服二: 客服三: 客服四: 客服五: |
-
联系方式
- 电话:+86 756 8698786
- 传真:+86 756 8679535
- 邮箱:rinco@yeah.net
- 地址:广东省珠海市香洲区南屏科技工业园屏西五路3号
焊缝未熔合的定义
在焊接过程中由于焊缝金属与母材金属未完全熔化结合,或者焊道金属与焊道金属之间未完全熔化结合产生的缺陷称为未熔合。未熔合是一种面积型缺陷,坡口侧未熔合和根部未熔合明显减小了承载截面积,应力集中比较严重,其危害性仅次于裂纹。
未熔合产生的原因有很多,比如:
①焊接过程电流较小,焊丝未完全熔化;
②焊接速度过快;
③坡口设计加工不合理 ,液态金属流动有死角;
④焊道清理不干净,存在油污或铁锈;
⑤焊枪没有充分摆动,焊接位置存在死角;
⑥焊工为了加快焊接速度,擅自提高电流等。
⑦焊接过程中产生弧偏吹现象,
⑧焊接处于下坡焊位置,母材未熔化时已被铁水覆盖。
未熔合有三种分类,分别是根部未熔合、坡口未熔合和层间未熔合。以下为大家分别罗列一下这三种未熔合的特点。
①根部未熔合
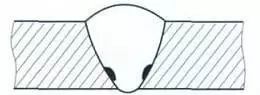
根部未熔合指的是未能将接头一侧的根部熔合在焊缝中,根部未熔合也可能存在接头两侧根区未熔合。典型影像是连续或断续的黑线,靠近母材侧影像轮廓整齐呈直线状且黑度较大,为坡口或钝边的机械加工痕迹。靠近焊缝中心测未熔合影像的轮廓可能较规则,也可能不规则,呈曲齿状的块状缺陷。
②坡口未熔合

母材坡口与焊缝金属未熔合部位,就是位于坡口处。典型影像是连续或断续的黑线,宽度不一,黑度不均匀,一侧轮廓较齐,黑度较大,另一侧轮廓不规则,黑度较小,在底片上的位置一般在中心至边缘的1/2处,沿焊缝纵向延伸。
③层间未熔合
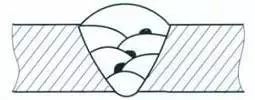
未熔合影像形态与射线束方向有关,一般情况下呈现为轮廓模糊的线条状或断续线点状,线条沿焊缝方向延伸,位置与未熔合位置有关,有时呈现直边。层间未熔合容易漏检,位置和影像与条状夹渣或片状夹渣相似。
灵高超声波起源于1993年,致力于超声波塑焊高端技术应用,集于研发技术、产品制造、销售、服务、全产业链自制的工业超声波技术机器和系统供应商。公司拥有104台 CNC 加工设备,为客户供应中山超声波焊接机、江门超声波焊接机、阳江超音波设备配件等、根据厂家需求定制非标设备,会和顾客一起从最开始的生产规划逐渐,寻找最好的生产工艺流程和生产线设备。长期以来,产品广泛运用在塑料、医疗器械、3C电子、汽配行业等多个领域。为海内外各大企业,提供高品质。超声波焊接设备及行业应用方案。未来,我们将继续发挥资源、技术、市场等多方面的优势䟡砺前行,引领中国超声波塑焊接技术发展。
