
| 客服一: 客服二: 客服三: 客服四: 客服五: |
-
联系方式
- 电话:+86 756 8698786
- 传真:+86 756 8679535
- 邮箱:rinco@yeah.net
- 地址:广东省珠海市香洲区南屏科技工业园屏西五路3号
灵高超声波塑焊导熔线的设计
超声波焊接时,两个塑料工件接触面积足够小,越能集中力量同时减少塑料熔化和熔合所需的总体能量,导熔线就是这样设计出来的,在一个塑胶件焊接界面上凸起的三角形柱,三角形柱形状越尖锐,所达到的效果就越好。导熔线的基本作用是将振动能量聚集在三角形的尖端,其后累积的热量在整个焊接界面形成均匀的塑料熔流。
导熔线具备很多优点,它能够增加焊接的强度,减少虚焊,溢料和振幅,提升焊接工件的完美程度,甚至可以缩小加工时间。工件塑焊中设置导熔线是需要根据客户需求和材质而选择,合适的导熔线选择能够事半功倍,但也可以因实际情况不选择导熔线,以下为大家介绍几种常用的导熔线。
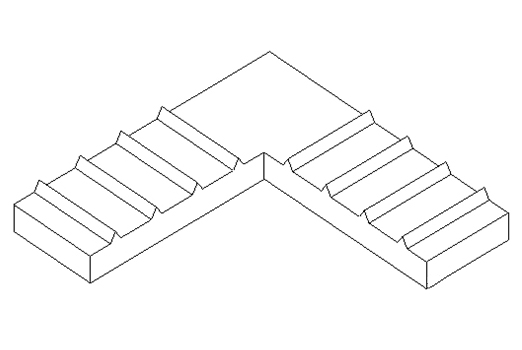
①十字交叉型导熔线

在塑件的二熔接面上都设计导熔线并且使它们互呈垂直交叉,使初接触面减至最低并使大量的塑料熔接以增加熔接强度。
十字交叉型焊接能够提高超声波焊接强度,缩短焊接时间和减小焊接功率,但容易产生断差和溢胶。两个塑胶件上的导熔线尺寸均应当为常规尺寸的60%,导熔线顶端角度为60°。
当产品有水密气密的焊接要求时,可以把超声波模具触碰的导熔线排序成锯齿状,导熔线中间没有空隙。
②凿子型导熔线
尺寸小于1.5mm的塑胶件,壁厚不及1.524㎜之工件所采用可应用凿型导熔线,熔接强度取决于导熔线之宽度,当采用此款导熔线设计时必须配合使用咬花面。
③间断的导熔线
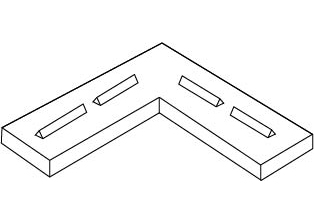
导熔线是不连续、间断的,可用于减小焊接能量的设计,这种设计会降低焊接强度,适用于非密封要求的产品中。
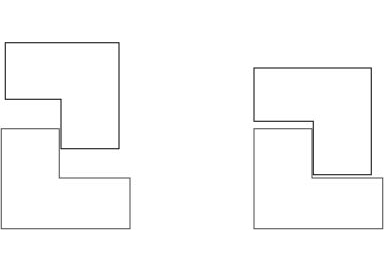
④导熔线垂直于壁
灵高超声波起源于1993年,致力于超声波塑焊高端技术应用,集于研发技术、产品制造、销售、服务、全产业链自制的工业超声波技术机器和系统供应商。公司拥有104台CNC加工 设备,为客户供应中山超声波焊接机、江门超声波焊接机、阳江超音波 设备配件等、根据厂家需求定制非标设备,会和顾客一起从最开始的生产规划逐渐,寻找最好的生产工艺流程和生产线设备。长期以来,产品广泛运用在塑料、医疗器械、3C电子、汽配行业等多个领域。为海内外各大企业,提供高品质超声波焊接设备及行业应用方案。未来,我们将继续发挥资源、技术、市场等多方面的优势䟡砺前行,引领中国超声波塑焊技术发展。
